
Type: imprimante FDM, Matériau du boîtier: acrylique Carte mère: Anet V2.0 ; Vitesse d’impression: 40 – 120 mm / s, XY précision: 0.012 mm, Z-précision: 0.004 mm ; Taille: 48.00 x 40.00 x 40.00 cm, Poids: 9kg
Buse :
Type: Unique
Diamètre: mm 0.4
Température: jusqu’à 260 ° C
Hauteur de la couche: 0.1 – 0.4 mm
printbed :
Taille du lit d’impression: 220 x 220 x 250 mm
Lit chauffant: Oui
extrudeuse :
Type: Direct
Matériel: 1.75 mm ABS, HIPS, PLA et plus.
Montage (environ 2h) :
Etape 1 :
Etape 2 :




















Réglages :
Pour régler la hauteur du plateau :
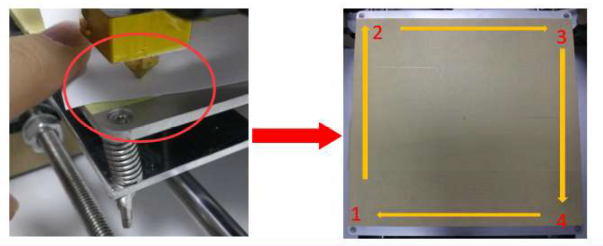
a) placez la buse en position 0,0 :
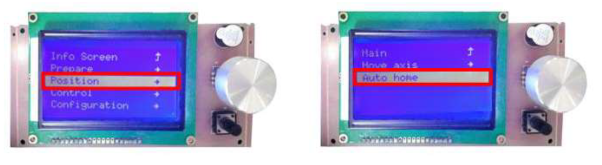
b) annulez la commande des moteurs (pour pouvoir déplacer la tête d’impression librement) :

c) réglez la hauteur du plateau à l’aide des vis papillon (selon l’ordre ci-dessous) pour qu’une feuille de papier puisse glisser entre le plateau et la buse avec un léger frottement, contrôlez deux fois dans l’ordre 1-2-3-4 et aussi au centre :
d) Puis réactivez la commande des moteurs et effectuez un Auto Home.
Attention ! Dans le cas où vous avez ajouté une plaque de verre, il faudra faire en sorte que le switch de l’axe z (sur le panneau de gauche) s’active plus tôt. Pour se faire, percer des trous au dessus ‘de la hauteur du plateau) des trous actuels du switch.
e) faire préchauffer le filament (exemple PLA 200°c) :
Cliquez sur « Prepare » puis « Preheat PLA« , lorsque la température atteint 200°c, introduisez dans la buse le filament en appuyant sur la vis. Le filament doit s’écouler par la buse.
Changement de buse :
ATTENTION : dévisser et revissez la buse avec à la température de 200°
Filaments :
Voici les longueurs moyennes de différentes bobines de fil :
- Bobine 1kg PLA 1.75 mm : 330 mètres
- Bobine 1kg ABS 1.75 mm : 410 mètres
https://www.filimprimante3d.fr/content/10-longueur-des-filaments
Blender :
Paramétrage :
Au lancement affecter la barre d’espace au menu Tools. (Ou via Edit / preferences/ keymap).
Pour voir les dimensions du cube, cliquez dessus puis sur le côté de l’écran (flèche <)

View / SideBar puis dans la fenêtre properties de la forme (défaut cube) cliquez sur Scene et Units puis length et choisissez millimeters puis dans unit scale tapez 0.001

et changer l’échelle de la grille via Overlays

Dans l’onglet view, changer la profondeur de la caméra en modifiant les valeurs Clip start 0.01mm et end 10 000 mm.

Supprimez les objets light et camera et renommer l’objet Cube en Floor et cliquez dans le menu en haut de l’écran sur Modelling. Tous les points de l’objet sont sélectionnés. Pour bouger dans toutes les dimensions utilisez le clic sur la molette et bougez la souris.
Pour ramener le haut du cube au niveau du sol appuyez sur « G » « Z » « – » « 1 » puis Entrée, quittez le mode édit via la touche tab
Le cube et les lignes et le curseur de sélection sont au niveau du sol, maintenant, modifiez les dimensions pour les ajuster à la taille du plateau de l’Anet A6 (220 x 220 et avec une hauteur de 20mm)

Changez la texture du socle en une texture fil de fer ce qui permettra de voir les objets à travers. Pour ce faire sélectionnez Display as Wire dans Viewport Display dans le menu Object properties.

Sauvegardez ce modèle : File / Defaults / Save Startup File
Edit / Preferences / Interface / Scale :1.4
puis ajouter des plugins (Add-on) : 3D view Modifier tools et 3D print et Add Mesh Extra Objects et BoltFactory et Bool Tool et Rigify…

Modélisation :
Add Mesh / Cone et sélectionnez les options pour la forme de l’abat jour creux

Centrez sur le plateau, supprimez l’objet plateau via puis export au format STL
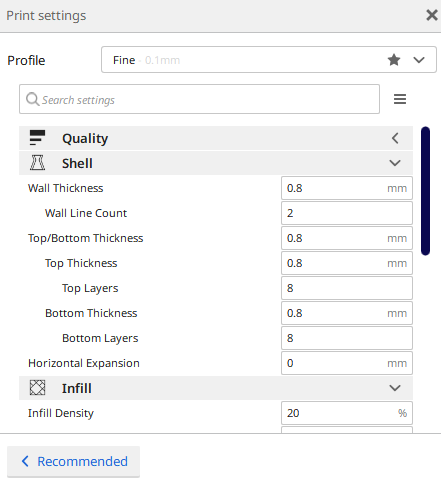
Cura :
La version actuelle est l’ultimate Cura 4.4. Installez là en choisissant Anet A6.
vérifier le paramétrage :
Pour l’ABS :







Comment imprimer du PLA flexible classique ?
Le PLA Flexible classique (hors NinjaFlex) requiert une température de 240 à 260°C afin de d’atteindre la température optimale. Pour le plateau, afin de d’éviter les décollements, il devra être réglé sur 100°C environ. Et enfin, le plus important : la vitesse ! Votre vitesse d’impression ne doit pas dépasser 30mm/s, ce critère vaut pour quasiment tous les filaments spéciaux ou difficiles à imprimer, il est crucial de laisser le temps à l’imprimante 3D d’imprimer lentement pour un meilleur résultat et une meilleure adhérence
Utilisation produit adhésif 3DLAC Plus :
PLA, plateau à 65°C. Marche très bien. Pour décoller facilement les pièces, il y a une vrai différence si on prends soin de laisser refroidir le plateau. Je pulvérise que les 2 à 3 impressions, entre temps je met un coup de nettoyage à l’alcool (qui à l’air de dissoudre l’adhésif), je donne un coup de chiffon rapide pour ramollir la couche sur le plateau et l’étaler un peu, et c’est reparti pour un tour.
